��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
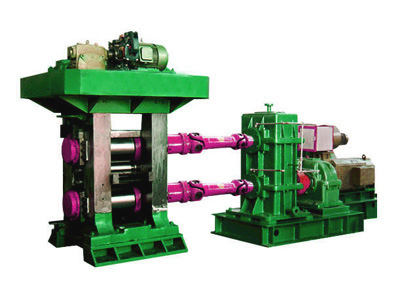
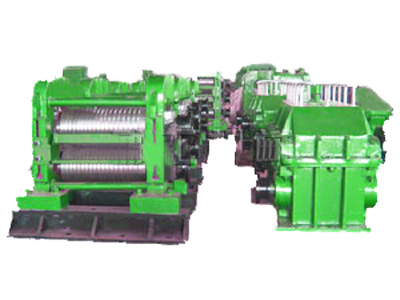
1.�߾�܈�C��ˇ����:
����ӟᵽҎ���ضȳ��t܈�ƣ����ɑұ�ʽ���t݁��������͵��t��݁���ϣ������M��߉�ˮ���[�C�M�г��[�����[��������݁������A��݁���A�ͺ��M���܈��550×6�C�M�M��܈�ƣ�Ȼ��1#�w���M�����^����β̎�������M����܈��450×6�C�M�^�m܈�ƣ���܈܈���ꮅ��2#���M�����^��β�����M���A��܈1܈�ƽ��Ȼ����M��2��BGV�A��܈2܈����܈��Ҫ�����͡��ٽ��D�H����3#�����^��β���ٽ�ˮ��غ��M�뾫܈�C(B��10��BGV;A��8��BGV��ˮ����ٽ��pģ�K)���ϸ�ij�Ʒ����Ʒ��ˮ����s��800�����ң��M��A��݁�½z�C��������ֱ��1250mm�ıP�A�M���L�侀�M��˹̫��Ħ�L�侀�L����s��
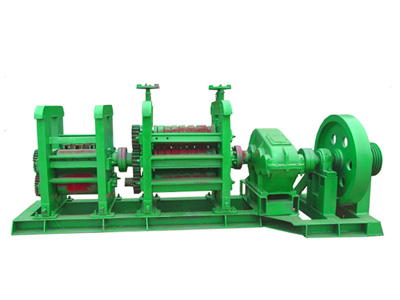
2.�߾�܈�C�O���IJ���
��1��܈���O��IJ�����ͨ�^�����˙C�ӿڵ���Ļ���I�P��ɣ����Ѓ���ϵ�y������ͬ���һ�����ã����������rÿ��ϵ�y��ɸ��ԵĹ���������һ���ϕr��һ��ͬ���܉���ɹ�������һ�_���Ƹ��م^�O�䡣
��2���o�������_��
�o�������_���������˙C�ӿ�ϵ�y�IJ���ȱ�ٽM�ɲ��֣����a�^������Ҫ���ٷ������l�M�еIJ�����һ��ͨ�^�����_���ϵ�������Ԫ������ɡ�