��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
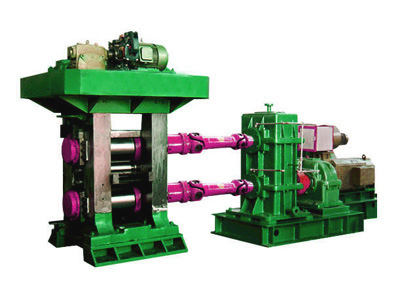
��1���A��݁��һ�_׃�l�ӿ��ƵĽ���늙C�ӣ��A��݁늙Cͨ�^��ʽ�S���B�ӵ��A��݁�ϣ��S�����X݆��ݔ���S����݁�Ʉӣ���݁�̶���ʹ��܈���A�o��늴��y���Ƶ�Һ��������݁������С�X݆�m���ĝ��������͚���M�ڵ������_�P�z�y�������_�Pֻ�������iĿ�ġ�
��2����܈���^���У��A��݁�����c��λ�õľ��ٶ�ͬ���\�D��ϵ�y�O���ٶȴ�s���^���ٶȵ�5%����ˊA��݁���p���s����
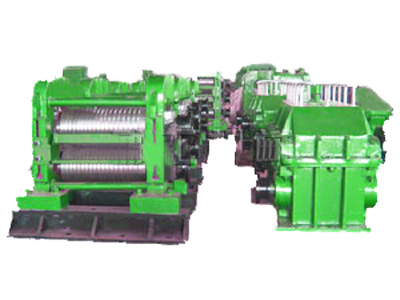
��3���ڊA��݁݁����׃�Ժ��H��܈ֱ݁����횽��ɹ����ˆT���Ԅӻ�ϵ�y���ք��O������ʹ�Ԅӻ�ϵ�y�܉�Ӌ������_��늙C�ٶȡ�
��4����܈����������܈�C�r���˕r���������ؕ��_�����A��݁늙C�_���������ʣ�ͬ�r�^���O���P�]��ͨ�^�@�N��ʽ�����Ա���܈��β���M��r�����ٶȵij��m�ԡ���܈��β�����_�A��݁��݁�Ӵ��_���ȴ���һ��ѭ�h�������O������܈���^�����_�A��݁�r��݁�ӿ��Ա��P�]��ֱ��β���M����߿���ֱ��ֻ�O����β���M�в���(β��ѭ�h)��
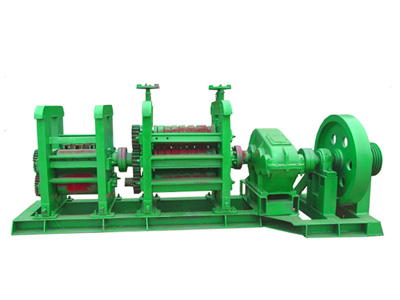
��5���A��݁�P�]�������߿���ͨ�^���ؿ���վ�ϵ����P���o�P�]�A��݁��ͬ�ӵIJ���������HMI����ɡ��@�����������yԇ�;S�oĿ�ģ��ڴ˅^�����S��䓼�����ֹ�c�Ԅӻ�ϵ�y�_ͻ��
��6���A��݁�z���|���˜�:
�z����,���е��S��횶�λ�˜ʣ����g϶����ψD���ϵļ��gҪ��
�Ȳ��ܵ��B����o�̡�
�S�е��S�����g϶�ęz�y�Ϻ�Ҏ����
�X�y϶�İٷֱ��x���Ϻ�Ҏ��Ҫ��.
�z���е��|���z�鼰ӛ�
�z���У������Q������D̖�Пo���e��
�z���У����еIJ����ǷD�������g�Y�ϵ�Ҏ���M�С�
�ڙz�ޕr���Cе��ĥ�p�����Пo�ޏͻ���Q��
�ڊA��݁���b���^���У���Ĥ�S�е��b���Ƿ��M����ֱ���Ó���